| Category |
Items |
General Mill Turn |
| 11TA** |
21TA |
21TB |
21TA-E |
21TB-E |
22TA |
22TB |
| Product specification |
Max. Axes group in system |
2 |
2 |
2 |
2 |
| Max. PLC axes group |
1 |
1 |
1 |
1 |
Standard controlled axes
(standard) |
4 |
4 |
6 |
4 |
6 |
4 |
6 |
| Max. controlled axes (option) |
4 |
4 |
8 |
4 |
8 |
4 |
8 |
| Max. Number of spindles |
2 |
2 |
4 |
2 |
4 |
2 |
4 |
| Max. Axes in synchronous control (single axes group) |
4 |
4 |
4 |
4 |
4 |
4 |
4 |
| Min. Control unit-mm |
0,0001 |
0,0001 |
0,0001 |
0,0001 |
Max. Number of work
coordinates system |
100 |
100 |
100 |
100 |
| Max. Groups of tool compensation |
96 |
96 |
96 |
96 |
| Number of multi-channel function groups |
4 |
4 |
4 |
4 |
| Number of pre-read segments |
1000 |
1000 |
1000 |
1000 |
| Segment process time |
1000 |
1000 |
1000 |
1000 |
| Hardware specification |
Storage DISKA (MB) |
512 |
512 |
512 |
4096 |
| I/O standard |
32/32 |
32/32 |
32/32 |
32/32 |
| I/O optional |
None |
96/96 |
96/96 |
128/128 |
| DA |
2 |
2 |
2 |
— |
| Display (Inch) |
10,4 |
8/10.4 |
8/10.4 |
8/10.4/15 |
| CF card |
— |
— |
— |
— |
| USB |
2 |
2 |
2 |
2 |
| RJ-45 |
1 |
1 |
1 |
2 |
| VGA output |
— |
— |
— |
— |
| PS/2 |
— |
— |
— |
— |
| RS-232 |
— |
— |
— |
— |
| RS-422 |
— |
— |
— |
— |
| RS-485 |
1 |
1 |
1 |
1 |
| USB |
— |
— |
— |
2 |
| SRI |
— |
— |
1 |
1 |
| Servo control |
General purpose (A/B phase) |
O |
— |
— |
— |
| General purpose (CW/CCW) |
O |
— |
— |
— |
| Mechatrolink II |
— |
O |
— |
— |
| Mechatrolink III |
— |
— |
O |
O |
| EtherCAT |
— |
— |
O |
O |
| RTEX |
— |
— |
O |
O |
| Compensation |
Back gap compensation |
O |
O |
O |
O |
| Pitch error compensation |
O |
O |
O |
O |
| Spike compensation |
O |
O |
O |
O |
| Temp. Rise compensation |
O |
O |
O |
O |
| 2D compensation |
O |
O |
O |
O |
| Operation |
Handwheel simulation |
O |
O |
O |
O |
| Program empty run |
O |
O |
O |
O |
| Selective stop |
O |
O |
O |
O |
| Segment execution |
O |
O |
O |
O |
| Virtual handwheel |
O |
O |
O |
O |
| Pause point start |
O |
O |
O |
O |
| Tool interrupt point start |
O |
O |
O |
O |
| Tool retract |
— |
— |
— |
— |
| Offset setting |
O |
O |
O |
O |
| Handwheel offset function |
— |
— |
— |
— |
| Program input |
Selective jump |
O |
O |
O |
O |
| B-STOP/ program end |
O |
O |
O |
O |
| Absolute zero coordinates system (G92/G92.1) |
O |
O |
O |
O |
| Interrupt MACRO (M96/M97) |
O |
O |
O |
O |
| M 198 call subroutine |
O |
O |
O |
O |
| G-code extension |
O |
O |
O |
O |
| High speed high precision |
Constant Jerk control |
O |
O |
O |
O |
| Cross-segment S-curve acceleration/ deceleration |
O |
O |
O |
O |
| Auto deceleration at corner |
O |
O |
O |
O |
| Corner radius speed limit |
O |
O |
O |
O |
Multiple high speed high
precision parameter set |
— |
— |
— |
— |
| User quick parameter |
— |
— |
— |
— |
| SPA function |
— |
— |
— |
— |
| Virtual circle radius function |
O |
O |
O |
O |
| High speed high precision control mode I (G05.1Q1) |
— |
— |
— |
— |
| High speed high precision control mode ii (G05P10000) |
— |
— |
— |
— |
| NURBS interpolation function |
— |
— |
— |
— |
| Tool management |
Auto tool align screen |
— |
— |
— |
— |
| Auto work measurement |
O |
O |
O |
O |
| Tool lifespan management |
O |
O |
O |
O |
| Auxiliary function |
Mechanical lock (R-Bit) |
O |
O |
O |
O |
| Software travel limit |
O |
O |
O |
O |
| Spindle speed detection |
O |
O |
O |
O |
| Axial coupling function |
O |
O |
O |
O |
| Axial dynamic coupling function |
O |
O |
O |
O |
| Feedback coupling function |
O |
O |
O |
O |
| Threading quick tool retract |
O |
O |
O |
O |
| Virtual axis function |
O |
O |
O |
O |
| Axle exchange function |
O |
O |
O |
O |
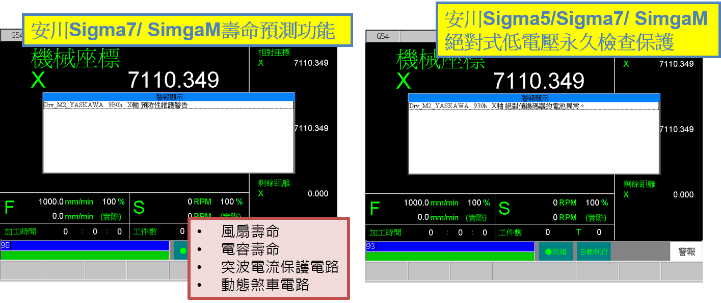
| Axial torque control |
— |
O |
O |
O |
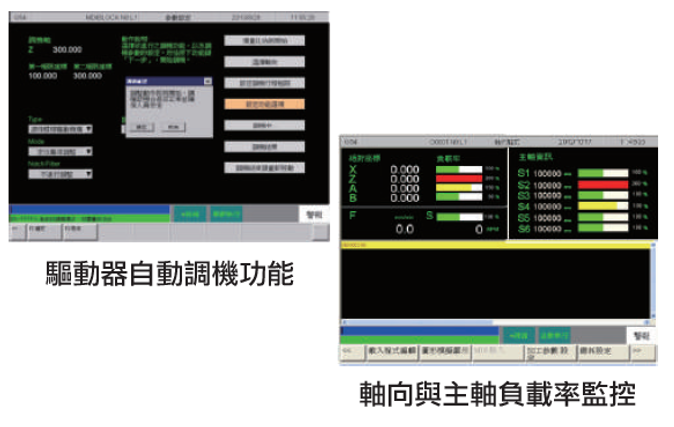
| Serial adjustment function (CNC axis) |
— |
O |
O |
O |
| Driver data display (CNC axis) |
— |
O |
O |
O |
Spindle adaptation function
(CNC axis) |
— |
O |
O |
O |
| Serial PLC axis |
— |
O |
O |
O |
| High speed spindle positioning (SYNTEC spindle required) |
— |
O |
O |
O |
| ROT element |
— |
O |
O |
O |
Dipole foreground/ background
configuration |
O |
O |
O |
O |
| Data backup and recover |
O |
O |
O |
O |
| Start-up screen customization |
O |
O |
O |
O |
| My favorite (Only support ARM 8-key system) |
O |
O |
O |
O |
| Project protection function |
O |
O |
O |
O |
| Access management |
O |
O |
O |
O |
| Remote AP monitoring |
O |
O |
O |
O |
| Programming |
Background edit |
O |
O |
O |
O |
| Edit protection |
O |
O |
O |
O |
| Real time syntax check of processing program |
O |
O |
O |
O |
| PLC |
PLC diagnosis function (FORCE I-
point) |
O |
O |
O |
O |
| Data transfer function |
NETWORK |
O |
O |
O |
O |
| FTP |
O |
O |
O |
O |
| RS-485 |
O |
O |
O |
O |
| DNC(Network) |
O |
O |
O |
O |
| DNC(USB) |
O |
O |
O |
O |
| Data display |
Operation history display |
O |
O |
O |
O |
| Graphic simulation |
O |
O |
O |
O |
| Partial graphic simulation |
O |
O |
O |
O |
| Dynamic multi-language switch- over |
O |
O |
O |
O |
| G-code |
Oval cutting (clockwise) (G02.1) |
O |
O |
O |
O |
| Parabolic cutting (clockwise) (G02.2) |
O |
O |
O |
O |
| Cylinder interpolation (G07.1) |
O |
O |
O |
O |
| Start-up polar coordinates (G12.1) |
O |
O |
O |
O |
| OD/ID turning cycle (G20) |
O |
O |
O |
O |
| Threading cycle (G21) |
O |
O |
O |
O |
| Intermediate threading feed cycle (G21.2) |
O |
O |
O |
O |
| End face turning cycle (G24) |
O |
O |
O |
O |
| Jump function (G31) |
O |
O |
O |
O |
| Treading (G33) |
O |
O |
O |
O |
| Variable pitch threading (G34) |
O |
O |
O |
O |
| Polygon turning (G51.2) |
O |
O |
O |
O |
| Work coordinates system setting (G54~G59.9) |
O |
O |
O |
O |
| Mirror function (lathe) (G68) |
O |
O |
O |
O |
| Complex turning cycle (G72~G78) |
O |
O |
O |
O |
| Fixing cycle for drilling (G80, G83~G89) |
O |
O |
O |
O |
| Absolute zero coordinates system preset (G92.1) |
O |
O |
O |
O |
| Inverse time feed (G93) |
— |
— |
— |
— |
| Constant surface cutting speed (G96) |
O |
O |
O |
O |
| Spindle synchronization function (G114.1) |
— |
O |
O |
O |
| Spindle load function (G114.3) |
— |
O |
O |
O |
| Option |
Option-4 Enable Plugin Function |
O |
O |
O |
O |
| Option-11 High Precision Contour Control (HPCC) |
|
|
|
|
| Option-12 Rotation Tool Center Point (RTCP) |
|
|
|
|
| Option-13 Feature Coordinate System |
|
|
|
|
| Option-14 Parameter learning function |
|
|
|
|
| Option-15 Tapping Learning |
|
|
|
|
| Option-16Syntec Vision |
|
|
|
|
| Option-17 Commercial Vision Software |
|
|
|
|
| Option-18 CAD/CAM |
|
|
|
|
| Option-19 3D Arc Interpolation |
|
|
|
|
| Option-20 Pick and Place (All in one) |
|
Δ |
Δ |
Δ |
| Option-21 Four Axis Robot |
|
|
|
|
| Option-22 Five Axis Robot |
|
|
|
|
| Option-23 Six Axis Robot |
|
|
|
|
| Option-24 Gantry Robot |
Δ |
|
|
|
| Option-25 Advanced Look-Ahead |
|
|
|
|
| Option-26 Smooth Tool Center Point(STCP) |
|
|
|
|
| Option-27 Multiple mechanisms for five-axis |
|
|
|
|
| Option-28 The 2nd coordinate supports feature coordinate system |
|
|
|
|
| Option-29 Four-axis Rotation Tool Center Point Control (4AXRTCP) |
|
|
|
|
| Option-31 High Speed Chamfering Contour Control |
|
|
|
|
| Option-32 ROT Servo Turret |
|
Δ |
Δ |
Δ |
| Option-34 Wood Software |
|
|
|
|
| Option-35 3D Laser Scanning |
|
|
|
|
| Option-36 Wood Built-In CAM Function |
|
|
|
|






Reviews
There are no reviews yet.